
Цены от производителя
Подбор и расчет оборудования
Оставьте заявку и мы подготовим различные варианты оборудования, способного решить ваши задачи
- Главная
- Наше производство
Наше производство
Производственный процесс поэтапно

Гидравлические гильотинные ножницы для резки гнутых элементов и листового металла

Гидравлический гибочный пресс для гибки листового металла

Резка металла

Ленточнопильный станок для резки металла под углом 45 градусов

Сварка заготовок на сварочном полуавтомате

Закладка свинца внутрь полотна изделия с последующим закрытием листовым металлом.
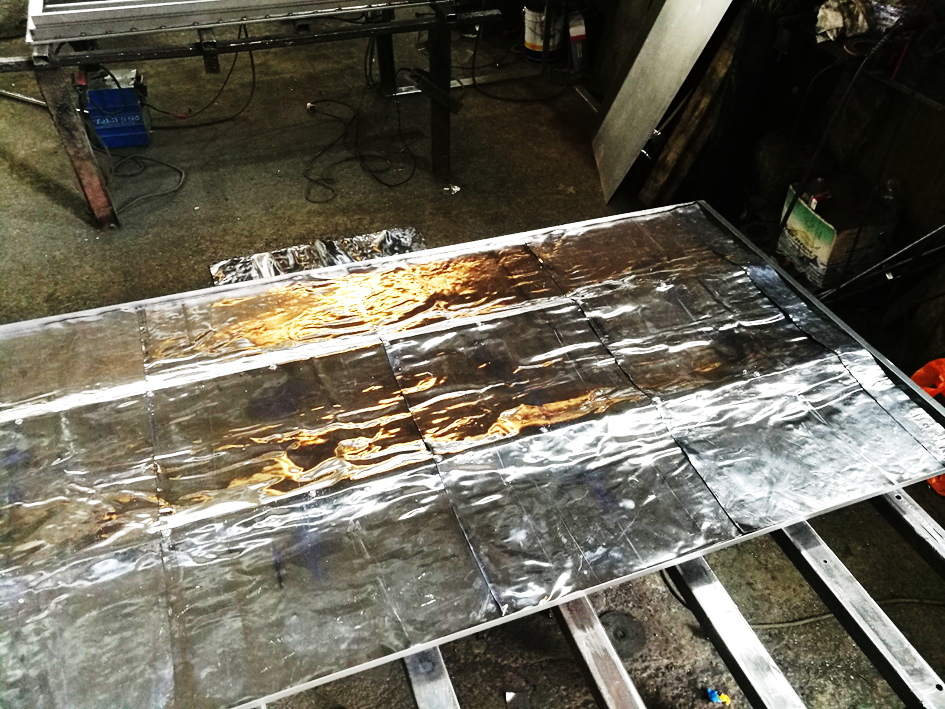
Шлифовка сварочных швов и острых углов с торца изделия.

– Обезжиривание металла перед покраской растворителем по всей поверхности изделия и с торцов.

Напыление полимерно-порошковой краски из статического пистолета. Процесс создания полимерно-порошкового покрытия представляет собой окраску поверхности полиэфирным многокомпонентным порошком. Краска наносится на металл методом электролиза. После напыления покрытие формируется в специальной печи при Т=200 ºС. Результат вплавления краски обеспечивает защиту от механических повреждений металла. Толщина покрытия от 60 до 80 мкм;

Запекание изделия в печи при температуре Т=200 ºС в течение 30 минут

Остывание изделия в течение 40 минут, сборка изделия


Установка шильдика с маркировкой на металлические клепки
Упаковка готового изделия в коробку и пленку с нанесением логотипной ленты. Хранение продукции на складе готовой продукции до отгрузки получателю в вертикальном положении.


Дополнительная упаковка в деревянную обрешетку (согласно спецификации) с маркировкой номера заказа и условий перевозки. Ручная погрузка в автотранспорт.


Контроль качества
После производства каждой партии товара, контроль качества ОТК, качества и соответствия продукции Спецификации, наличие фурнитуры.
Комплектность
В комплект поставки входит: для дверей и ставень фурнитура (ручки, сердечники), для шимы ролики и ножки. Сертификат, паспорт, лицензия на производство, регистрационное удостоверение (документы выдаются согласно спецификации).
Адрес: 620141, г. Екатеринбург, ул. Крупносортщиков д. 14 оф. 407
Телефон: +7 (343) 200-31-32, WhatsApp +7 996 598-08-03
E-mail: megapolis5555@yandex.ru
